
资讯资讯News
联系大家Contact Us
网投比较靠谱的大平台
联系人:潘经理
手 机:13567849043
电 话:0574-63221800
传 真:63221896
邮 箱:zhangpei@dinglispring.com
网址:www.dinglispring.com
地 址:浙江省慈溪市崇寿镇纬二西路211号
宁波精密压缩弹簧制造厂
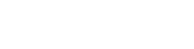
网投比较靠谱的大平台加工:弹簧经宁波精密压缩弹簧过全压变斜的原因制作弹簧的钢丝是1.5的弹簧外径是8.1,高度是12.3(全压后,没全压是13),经过多次的调试发现这可能是弹簧发生了残余变形。发生的原因可能有四种情况:1弹簧材料的抗拉强度没有达到标准要求,就是平常说的钢丝软,可换一批号试一试。2弹簧的压并变形量超出弹簧的极限变形量,也就是弹簧设计时就不能压并,可计算一下试验变形3弹簧端面磨宁波精密压缩弹簧制造厂削造成端圈退火。4弹簧回火的温度过高,可校验一下温度检测装置和显示装置。
压缩弹簧(CompressionSprings) 对外载压力提供反抗力量。压缩弹簧一般是金属丝等节距盘绕和有固定的线径。压缩弹簧利用多个开放线圈对外载压力(如重力压下车轮,或者身体压在床褥上)供给抵抗力量。也就是,他们回推以精密压缩弹簧反抗外部压力。压缩弹簧一般是金属丝等节距盘绕和有固定的线径。此外,也有圆锥形的压缩弹簧,或者圆锥和直线型组合的弹簧。根据不同的应用领域,压缩弹簧可用于抵抗压力和(或)存储能量。圆形金属丝是压缩弹簧最常用的,但也有正方形、长方形和特殊形状的金宁波精密压缩弹簧属丝制造出的压缩弹簧。压缩弹簧的钢丝弹簧用于一切从家电到机动设备,电机等的类型,因为它是所需类型的弹簧。由负载作用于它们或它们的端部被压缩,压缩弹簧被压缩导线的设计试图返回弹簧返回到原来的形状,从而负载推回。
以汽车为精密压缩弹簧主的机动车辆弹簧;以日用电器为主的电子电器产品弹簧;以摄像机、复印机和照相机为主的光学装置弹簧。弹簧这一个小部件,却遍及生活的每一个角落里面,它的作用也是不可低估的。在低温下工作的弹簧材料,像碳素弹簧钢丝、琴钢丝和1Cr18Ni9等奥氏体不锈钢弹簧钢丝、铜合金、镍合金都有较好的低温韧性;中、小型弹簧可以选用强化处理的钢丝;大中型弹簧可以选用冷拔材或冷拔宁波压缩弹簧制造厂后磨光钢材。不同的弹簧所承受的力度、温度、导电或导磁都是不同的,选择一款合适的弹簧。如果你要用异型的弹簧也可以进行加工,弹簧厂家可以按你的要求做各种弹簧,大家拥有的数控设备和各类型国产或进口的材料,欢迎您前来选购。
1)冷成形工艺一次精密压缩弹簧性自动化能力。冷成形机目前已发展到12爪。在(0.3~14)mm范围内的钢丝,基本上在8爪成形机能一次成形。目前成形工艺设备的发展方向:①提高成形速度,主要发展趋势是提高设备的成形速度,即生产效率;②通过提高设备零件的精密性和强化热处理效果来提高设备耐久性;③增加长度精密压缩弹簧传感器和激光测距仪,给CNC成形机进行自动闭环控制制造过程。2)冷成形工艺范围能力。目前大线径弹簧卷簧机,最大规格可达20mm,=2000MPa,旋绕比5。变径或等径料Minic-Block弹簧和偏心弹簧的冷成形工艺还是有局限性。

为了提精密压缩弹簧高弹簧钢的质量,工业发达国家已普通采用炉外精炼技术、连铸工艺、新型轧制和在线自动检测及控制设备等。为了保证钢的化学成分,降低气体和各种非金属加夹物的含量,采用大容量电炉或转炉熔炼,采用炉外钢包精炼,使氧含量降至0.0021~0.0010%,生产出超纯净钢,从而大大提高了弹簧的设计和工作应力。连铸生产工艺在弹簧钢生产中已被广泛采用。连铸可通过电磁搅拌、低温铸造等技压缩弹簧制造厂术减小钢的偏析,减小二次氧化,改善表面脱碳,使组织和性能稳定、均匀。采用分列式全连续轧机,可提高尺寸精度,表面质量,同时也可使钢材沿长度显微组织均匀。在轧制过程中为了保证产品的表面质量采用在线自动检测和控制。
弹簧延展性质精密压缩弹簧量等級写错:不经意或蓄意把通常弹簧当高质量弹簧或進口弹簧运用,从而感觉导致幅度不够。非标弹簧制作基本参数不合理;:只高度重视直径、公称直径、长短等基本参数,因而忽视线缆截面积和节径的规格,从而导致弹力布够。标准弹簧电机选型布合理:因图价格便宜,转动了最轻荷载类型而无法承担偏重荷载,可能会导致感觉幅度不够。弹簧线缆本身偏软,或弹簧热处理温度稍低,或隔热压缩弹簧制造厂保温时间不够长,或弹簧成形后淬火溫渡过高且时间长,导致抗拉压抗压强度低而延展性不够-这算是真實现实意义上的“延展性不够”。






